拉刀切削性能综合评定方法
1 主题内容与适用范围
本 标 准 规定了圆拉刀、矩形花键拉刀、渐开线花键拉刀、键楷拉刀切削性能综合评定试验方法、评定指标和评定方法.
本标准适用于高速钢拉刀的等级评定、对比试验及质量验收。
2 引用标准
GB 699 碳素结构钢技术条件
G B 3077 合金结构钢技术条件
GB 3831 圆拉刀技术条件
GB 4680 卜式内拉床精度
GB 5102 一渐开线花键拉刀技术条件
GB 6472 立式内拉床精度
GB 9943 高速工具钢棒技术条件
GB/T 14329 键槽拉刀
ZB J41 008 矩形花键拉刀技术条件
3 试验方法
3.1 刀具
3.1.1 刀具技术要求
a. 试 验 11』的圆拉刀技术条件应符合GB 3831的规定.
b. 试 验用的矩形花键拉刀技术条件应符合ZB J410 08的规定。
c. 试 验川的渐开线花键拉刀技术条件应符合GB 5102的规定.
d. 试 验用的键桥拉刀技术条件应符合GB/T 14329的规定.
3.1.2 刀具几何参数
试验用拉刀的前角推荐为10度-18度,后角为1度~4度
3.1.3 刀具规格
试验用拉刀规格范围推荐如下:
a. 圆拉刀为0 18^-50 H7级.
b. 矩形花键拉刀为6键和8键,小径0 18^-42,键宽公差H 11级。
c. 渐开线花键拉刀为校数1.5^4,压力角300.齿数14 22、内花键齿柳公差带7H级。
d. 键柳拉刀为键宽6^-12J s9 级.
t述各种拉刀拉削长度为30^-50m m.
若采用其他规格拉刀进行试验,可参照本标准执行.
3.1.4 刀具材料
试验用的拉刀材料为W6Mo5Cr4V2或其他同等性能的高速钢,技术条件应符合GB 9943的规定.
3.2 试坯
3.2.1 试坯材科
试 坯 材 料推荐采几】20CrMnTi,4 0Cr和45钢。20CrMnTi和40Cr其技术条件应符合GB 3077的规定.45钢其技术条件应符合GB 699的规定。
3.2.2 试坯的热处理
试坯 采 用 的热处理工艺按附录A(参考件)。试坯材料应AI同一炉号‘同一块试坯的硬度不均匀性不得超过10 HB.
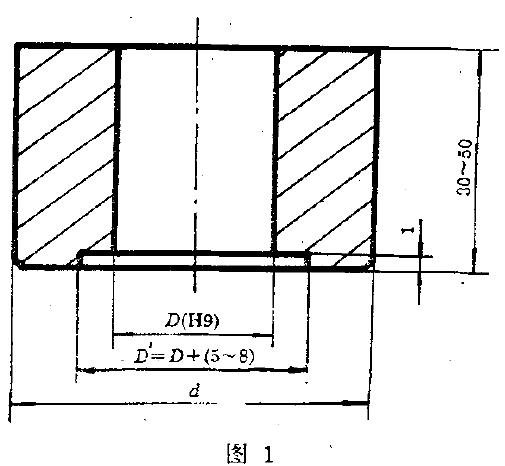
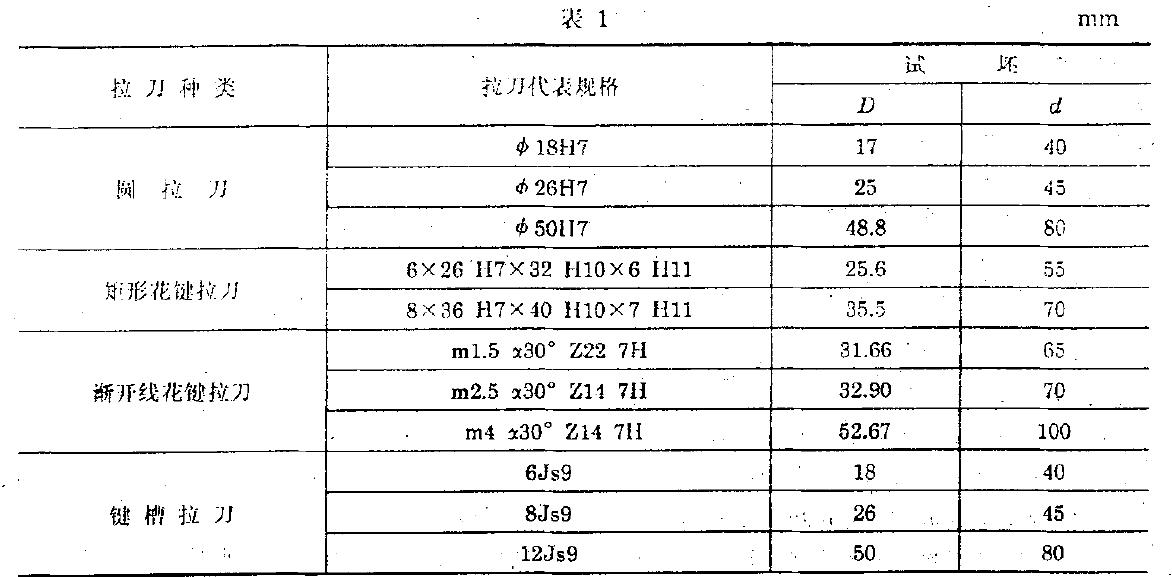
3.2.3 试坯尺寸见图1和表1.



 400-822-8565贾小姐/15899697899
400-822-8565贾小姐/15899697899




