正航整理刀具产品检测方法——搓丝板
1 范围
JB/T10231 的本部分规定了搓丝板检测时的检测方法和检测器具,这些方法并非的。
本部分适用于按GB厅972 生产的搓丝板的检测。
2 规范性引用文件
下列文件中的条款通过GB/T10231 的本部分的引用而成为本部分的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容〉或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的版本。凡是不注日期的引用文件,其版本适用于本部分。
GB/T972 搓丝板
JBIT 1023 1.1一2001 刀具产品检测方法第1 部分:通则
JB/T10231 .4-2∞1 刀具产品检测方法第4 部分:丝锥
3 检测依据
相关的产品标准和产品图样。
4 检测方法和检测器具
4.1 外观
外观的检测按JB/T1023 1.1 -2001 中第4 章的规定。
4.2 表面粗糙度
表面粗糙度的检测按JB/T1023 1.1-2001 中第5 章的规定。
4.3 垂直于搓丝板支承面的平面与牙顶平面的交钱,对支承面的平行度( 宽度方向、长度方向〉
4.3.1 检测方法
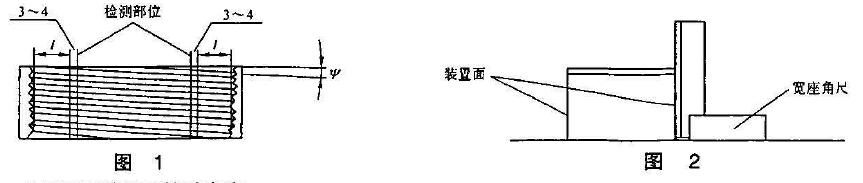
将搓丝板平放于检验平板上,用带圆测头的指示表在垂直于搓丝板宽度和长度方向上进行检测。
宽度方向的检测:从宽度方向两侧第二个完整牙开始。长度方向的检测;长度方向的检测部位如图l所示,活动搓丝板长度方向两端等于固定搓丝板压人部分长度(1) 的范围不检。
4.3.2 检测器具
检验平板、分度值为0.01 rnm 的指示表。
4.4 支承面对装置面的垂直度
4.4.1 检测方法
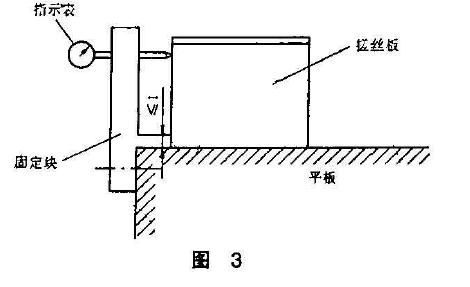
方法一: 将搓丝扳平放于检验平板上,宽座角尺的测量面紧靠两装置面的任意部位,用塞尺检测接触缝隙,如图2 所示.
方法二:将宽座角尺测:w:面与固定块凸台靠紧,指示表测头低于螺纹牙底1mm-2mrn ,调整指示表与宽座角尺测量面接触,指针调整到军位.取下宽座角尺换上搓丝板,在同一日度的任意处测量,则指示表的读数值即为垂直度,取其母大值,如图3 所示.
当检测结果有争议时,用方法二仲裁。
4.4.2 检测器具
检验平板、宽座角尺、塞尺、分度值为0.001mm的指示表,固定块。
4.5 螺纹升角
4.5.1 检测方法
将搓丝板平放在工具显微镜的方工作台上,找正搓丝板长度方向与纵导板移动平行,把量针放到搓丝板长度(压人部分l 除外)范围内的任意部位的螺纹槽内,转动米字线水平线与量针边缘重转动角度即为辉、纹升角机
4.5.2 栓测器具
工具显微镜、量针。
4.6 螺距、牙型半角、牙顶高和牙底高
上述各项的检测,用检测螺纹制件的方法代替.螺纹制件相关参数的检测用丝锥检测方法替代.
4.7 搓丝板宽度及宽度差
4.7.1 检测方法
用游标卡尺分别检测一副搓丝板宽度方向任意部位的尺寸,读取其值为搓丝板宽度,取其两值之差为搓丝板宽度差。
4.7.2 检测器具
分度值为0.02nu口的游标卡尺.
4.8 搓丝板长度
4.8.1 检测方法
用游标卡尺分别检测一副搓丝板长度方向任意部位的尺寸,读取其值为搓丝板长度-
4.8.2 检测器具
分度值为0.02mm 的游标卡尺。



 400-822-8565贾小姐/15899697899
400-822-8565贾小姐/15899697899




